Welcome to this new blog entry. In this blog, we will discuss the 2 blade types and what makes them different. With each one, we will also discuss how to choose the right knife profile and material. This is especially important when selecting a blade profile and type for a shear cut application.
In previous entries, we have discussed topics like the set-up parameters, in addition to other factors that can and will affect the cutting-edge quality and the cleanliness of the operation.
However, we have not gone in-depth on the best knife profile type for each application. In this entry, we will go over two main topics. The two types of shear cut blades and the different available types of profiles and bevel angles. In addition, we will also mention which type of profile and bevel angle is suited best for certain applications.
The 2 Types of Blade Profiles for Shear Cut
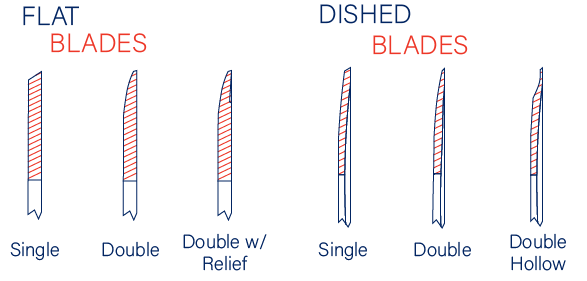
The 2 blade types for shear cut blades consist of flat blades and dished blades.
Machining flat blades come from raw stock. Generally, the primary use of these blades is for higher speed operations or high-density material slitting.
Dish blades are usually thinner than flat blades and can be stamped in high volume production runs. They defer from the flat blades because, as their name suggests, they have a concave or “dished” geometry. Also, with collar/spring supports they lessen the excessive side load force across the driven, shaft to shaft arrangements.
The design for dished blades is for the shaft to shaft systems as well as holders without cant angle adjustment. Typically, a coiled spring behind the blade creates a side load force for the top knife. Which, in turn, creates the cant angle of the blade.
Since the material for flat blades is raw stock versus being stamped, they are usually more expensive than dished blades. As a result, producing it in high-volume is easy compared to the other alternative.
Choosing the Right One: A Flat or Dished Blade
So as a first filter, when choosing between the 2 blade profiles, flat or dished, consider the following criteria:
- Material being slit
- Speed of web
- Side load force needed to slit material
Generally, paper mills will most likely use flat blades because this type of application requires high speeds. And for lighter materials, such as films, foils, nonwovens, etc., dished knives are typically preferred for this type of application.
Now, regardless of whether they are dished or flat-top blades, machining a blade’s circumferential edge consists of three choices. The choices are either one bevel, two bevels, or two bevels with relief. Below is an image showing the different profile types that are available for each blade type.
The Purpose of the Bevel
The correct angles of these bevels are crucial for some applications, so let us explain the purpose of a bevel. The functions include:
- Allow the blade to present a sharp thin edge to the material.
- Minimize the amount of material deformation caused by blade penetration.
- Offer a strong, durable, and reliable cutting edge.
Single bevel blades are better suited for heavier materials and web speeds up to 4,000 – 5,000 fpm. They will produce more dust compared to multiple beveled blades.
Double bevel blades are better suited for medium to lighter materials running at speeds up to and above 8,000 fpm. They are the most common blade in use today for almost all industrial slitting markets.
Double hollow ground bevel blades are good for slitting light materials and adhesives. They offer less area for sticky substances to adhere to. Somewhat speed limited, they produce much less dust because of the lessened path the slit edge must travel in. The edge cut profile is typically very clean.
Below are the different knife profiles and the dimension of the bevel angle recommended for each type of application:
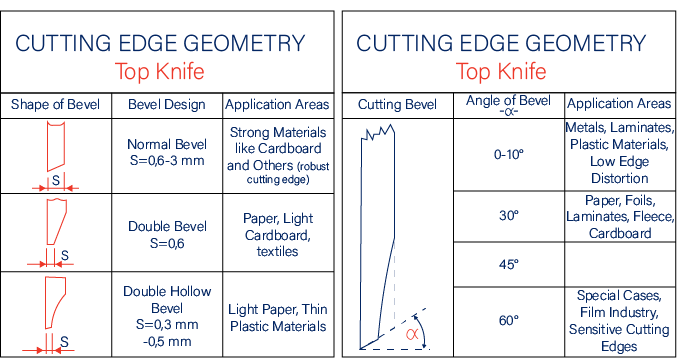
It is important to note that every material is different, as the composition, thickness, and base weight will all be different. Even among the same type of material such as paper and nonwovens.
Conclusion
We hope that the information provided in this article, about the 2 blade types and choosing which one will be of help. Hopefully, you will have a better reference as to which blade type is best for your application. If, after reading this article, you are still unsure about which combination of blade profile angle will best suit your slitting process, do not hesitate to call our line of experts today!
Follow us on LinkedIn or Facebook for similar articles like this one!
