Welcome to our blog post about how knife resharpening can impact blade life and cutting edge quality. In this article, we will go over some of the primary considerations you must have when resharpening your slitting knives. We will also discuss the impact this process has on the final cutting edge quality. But first, let us review some basic slitting concepts that will come into play in this process.
Knife Resharpening and Edge Quality Overview
There will always be moving metal parts that are in contact with each other regardless if it is shear or a crush cut. In shear slitting, the top and bottom blades are in contact with each other. On the other hand, crush cut application knives come in contact with the hardened anvil roll.
Since we have two or more moving metal parts in contact with each other, they get worn out. Therefore, resharpening all circular knives is a critical step to take to ensure a good cutting edge quality. Yes, this includes the bottom knives that do not seem to have a sharp cutting edge. It also includes the crush cut knives that do not seem to be sharp either.
Knife Resharpening Variables
The sole purpose of resharpening is to restore the original geometry and finish of the blade. However, knife resharpening can impact slitting knives in different ways. There are some considerations to be had depending on:
- the type of knife,
- the bevel angles on the blade and
- the type of finish required for the blade.
And without further introduction, let us begin with the crush cut knives and their resharpening process:
Impact on Crush Cut Knives
Previously, we have discussed how crush or score cutting uses brute force to penetrate the material with a knife. Usually, a pneumatic-powered knife holder applies the force against a hardened anvil roll.
When a knife is pneumatically loaded against an anvil, the force of the contact is applied back up to the blade tip. The material strength of the blade is then opposed by the force being applied down through the knife holder over the area that the knife edge creates against the anvil roll. If a knife edge cannot carry the applied load, it will quickly deform to create enough area for load support. Therefore, chipping or creating “bald spots” on the tip of the blade.
Below you can see an image depicting the different forces applied when an engaged blade is against the anvil:
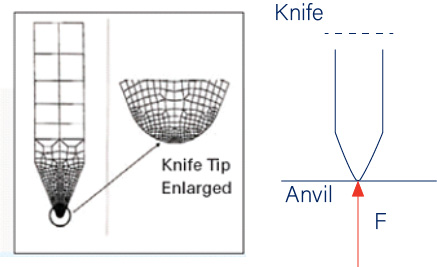
DS = F/A, whereby F is the applied cutting load.
A = represents the Cross-Sectional Area of the knife.
DS = Design Stress of the knife material.
Therefore, maintaining the original bevel angle and the tip radius after resharpening ensures a quality edge. Otherwise, sharpening the tip to a smaller radius may cause the knife to chip or create bald spots. A larger radius than the original one may lead to a decrease in cutting edge quality and separation of the material.
Crush Cut Knife Resharpening Process
But, to maintain the original profile of the blade can be tough to achieve due to the resharpening process itself. Some sharpening machines can only regrind one bevel at a time. The radius is then left to be done by the operator by hand. To replicate the original radius by hand can be somewhat difficult. Considering, the tip of the radius usually has a value of 0.002”-0.008” (0.05 mm -0.20 mm).
Crush Cut Knife Symmetry
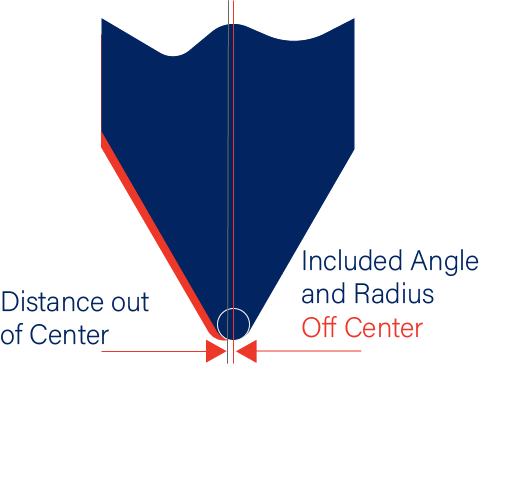
Another aspect to consider while resharpening crush cut blades is the symmetry of the bevel angle and radius. The bevel angles must be symmetric and in line with the blade’s circumference which, is used to center the location with no offset.
Otherwise, unequal distribution of load on the blade leads to chipping, uneven cutting edge, and accelerated wear of the blade. Below is an image showing how the radius must be centered and in line with the blade’s circumference:
 Resharpening Process for Crush Cut Blades
Resharpening Process for Crush Cut Blades
 Resharpening Process for Crush Cut Blades
Resharpening Process for Crush Cut BladesFurthermore, since these blades are heat treated to achieve a certain hardness, you must control the resharpening process. This is so the blade’s temperature does not exceed certain parameters. Therefore you are not unintentionally annealing (softening) the blade which, would make it almost useless. The anvil roll should and will always have a higher hardness value than the blades. If the blades are unintentionally softer than their original parameters, they will endure all the wear and become dull in a very short time.
Also, regarding the control of the process, the amount of stock taken off depends on the state of the knife. But a regrind depth less than 0.010″ to 0.015″ (0.254mm -0.381 mm) may retain subsurface fractured material. Which sharply lessens knife life and may cause blade chipping or breakdown. As well, the sharpening patter on the knife must be concentric following the direction of the knife motion, shown below:

Impacts on the Anvil Roll
Last on our list of things to consider is the anvil roll in your operation. Although this specific part does not get sharpened or resharpened, it should undergo a rectification process. This ensures that the surface quality and the hardness of the roll are up to the proper specifications.
A grooved or damaged anvil roll will not only result in a poor edge quality, but it will also make your knives wear faster. Therefore, it will require more frequent resharpening operations.
We always recommend having a maintenance schedule for your anvil roll along with your resharpening schedule for your knives. As it will be part of a complete preventive maintenance program.
Conclusion
If you think knife resharpening can impact your company but, is a difficult and complicated process, we got some good news for you! Dienes offers a resharpening service! So, forget about this process and let us service your knives using our proprietary resharpening technology! This technology will deliver your knives as good as new! Follow us on LinkedIn or Facebook for similar blog posts! Contact us if you have any questions about your slitting processes!
